開啟新專案→進入編輯頁

既有專案設定
複製
刪除
上傳
重新命名
變更封面圖
取消

左列
❶ 選取工具
•手掌:畫布
•游標:圖層
❷ 匯入素材
• 裝置相簿
• 裝置雲端硬碟
• 官方素材
❸ 工具列
• 打字
• 幾何圖形
• 向量手繪
• 灰階手繪

上排
❶ 相機預覽
❷ 垃圾桶
❸ 存檔
❹ 步驟
• 上一步
• 下一步
❺ 畫布縮放
• 聚焦圖層
• 全尺寸
•1:1
❻背景
• 網格開關
• 預覽開關
XNUMX. 複製圖層

❶矢量
❷灰度
 向量
向量
•圖層名稱
•職位
X/Y
單位mm
•尺寸
高度寬度
單位mm
•旋轉
• 翻動

灰度
•調整亮度
對比
• 兌換
預覽路徑
原始圖片
反向填充
•半色調

向上拖動到矢量層
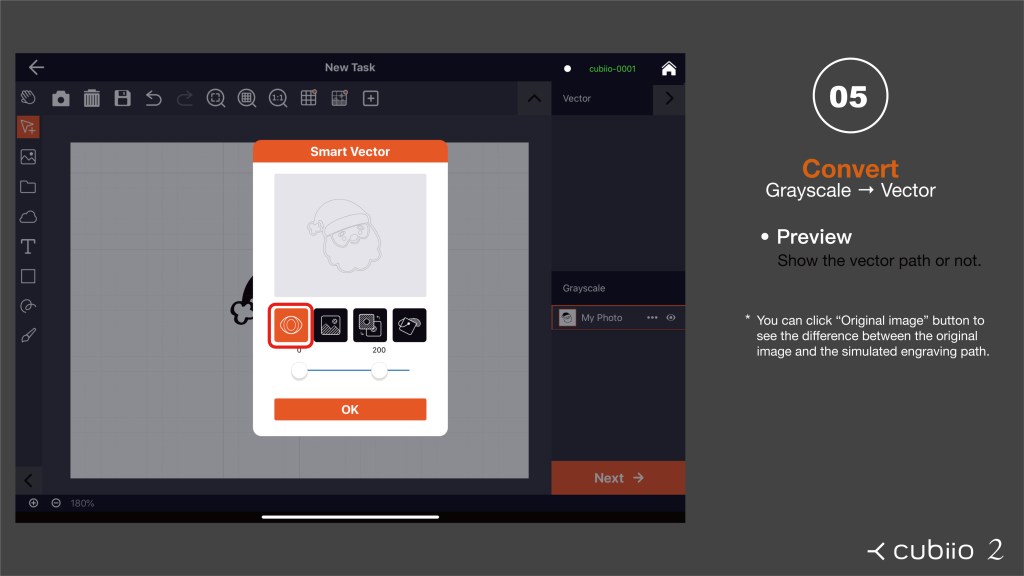
預覽-是否顯示向量路徑
*您可以單擊“原始圖像”按鈕以查看原始圖像和模擬雕刻路徑之間的差異。

原始圖片
是否顯示原始圖像。

逆轉
黑白開關
*您可以使用反向開關反轉黑色/白色區域。
*此功能對於製作圖章很有用。

填
選擇填充密度(1像素= 1像素)。

參數類別
厚度(mm),功率(%),速度(mm / s),重複次數
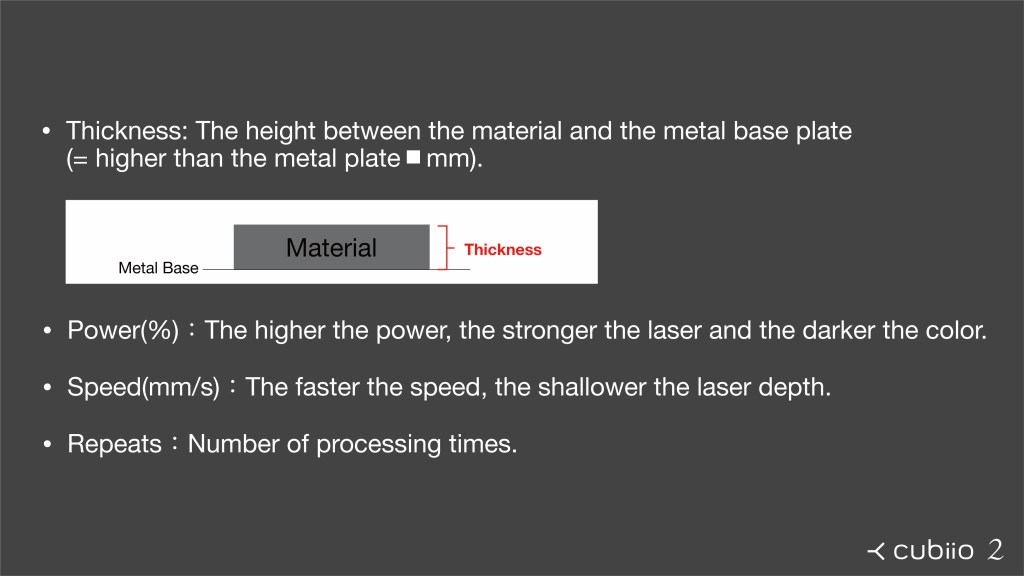
厚度: 材料和金屬基板之間的高度(=高於金屬板■mm)。
力量(%): 功率越高,激光越強,顏色越深。
速度(mm / s) 速度越快,激光深度越淺。
重複: 處理次數。

內建參數
選擇材質:導入參數,可以微調。

保存自定義參數
選擇“添加”,輸入:材料,功率,速度,重複次數

設置每一層
可以使用不同的參數設置不同的圖層。 切割/雕刻,深/淺都可以在一項任務中完成!

雷射
• 暫停
•StopThe
激光過程將顯示時間/進度

完
•重複
•返回首頁

按下〈更多信息〉→〈仍然運行〉
*其他防病毒軟件也可能阻止該軟件打開,請單擊以繼續運行

1.速度(1%〜100%)
2.功率(1%〜100%)
3.加工位置的高度,以基板的上表面為原點,向上為正,向下為負(+10 mm〜-3 mm)
4.該過程應重複多少次
5.重複此過程時,激光的焦距每次向下移動。
6.處理位置設置,文件中心位置的x和y坐標。
7.文件旋轉(逆時針為正)
8.放大/縮小
9.旋轉軸位置
10.完整的參數設置






按工具欄〈機器〉→〈高級〉→〈校準〉


- 請使用黃色紙進行校準,並確保紙的左邊緣和下邊緣緊緊合上。
- 校準雕刻激光將在左下角雕刻一個L形直角。
- 用尺子測量從雕刻線到紙張邊緣的水平距離為“ cali-x”從雕刻線到紙張邊緣的垂直距離為“ cali-y”

步驟二
按“運行校準”按鈕
(固定參數:速度30%,功率60%,高度0)
步驟二
測量刻線和紙張邊界之間的距離。 鍵入“ cali-x”和“ cali-y”,然後按〈設置偏移量〉按鈕
步驟3-1。
設置後,將彈出您輸入的校準值。
步驟二
確認原點位置:激光頭將移至左下角並打開低功率激光器。 確認激光點位於角落的邊界處。 如果在光斑和金屬基板的邊框之間仍然存在可見的間隙,請重複步驟1至3。
步驟二
校準完成後,按Ctrl + Shift + H進入“ Go Home”程序。
https://cubiio.com/support/download
所有關於 Cubiio 2 的信息都可以在這裡找到 ^^

如下圖紅框中只有 4-DIGIT。 背板上的貼紙。
用大頭針戳WPS按鈕旁邊的“凹槽按鈕”3~5秒,然後指示燈快速閃爍3次。 這意味著成功重置。
在執行任何任務之前,請牢牢關閉亞克力蓋子,然後“回家”。
如手冊第 11 頁的第 4 步所述,在未調平的情況下,亞克力蓋可能無法成功關閉。此外,請更新您的應用程序。
新應用程序將顯示有關未關閉蓋子的確切消息。
不,請使用 g 代碼文件(矢量性質)進行切割。
下面是一個 示例 g 代碼文件。
工作參數為功率 90% 速度 10%,如文件名中所列。 請注意,Cubiio 2 只接受 g-code 文件名作為 *.txt,而不是 *.gcode!
兩個步驟:
1. 將 g-code *.txt 文件保存在您的 iCloud 驅動器中。
2. 單擊文件夾圖標(位於雲圖標上方),然後您可以加載 iCloud 驅動器中的任何文件。

使⽤螺絲起⼦:T10H(第⼀排右⼀)拆除底版的八顆螺絲。


垂直拿起卡匣,將新的卡匣垂直放入,並鎖回螺絲。
















